
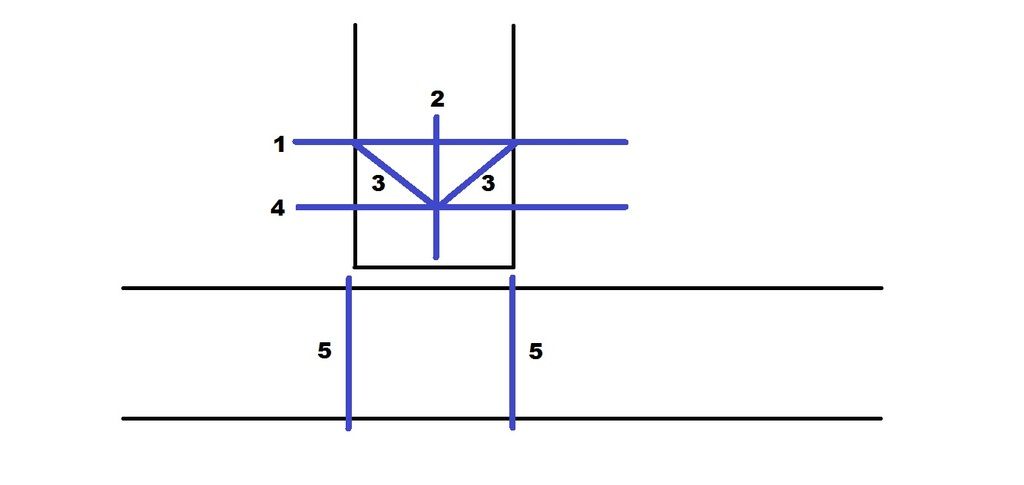
Vähän sanastoa:
1.Kurkkulinja
2.Naamalinja
3.Notsinlinja(t)
4.Ylistyslinja
5.Kohtauslinja
Periaatteessa tärkeintä on että kurkku- ja naamalinjat on oikein mitoitettu. Kurkkulinja mukailee aina sen putken muotoa johon notsattua putkea ollaan tuomassa. Kurkkulinjan syvyys (eli etäisyys ylistyslinjasta) on putken halkaisija jaettuna kolmella, silloin kun putket ovat yhtä suuria halkaisjoiltaan. Mikäli notsattava putki on pienempi, on kurkkulinjan syvyys se rako joka jäisi ilman sovitteen tekoa laidoille. Naamalinjan on tärkeä mennä kohtisuoraan sitä notsaamatonta putkea kohden aina, vaikka itse notsattu putki olisin vinossa kulmassa. Notsilinjat vedetään lopuksi kuvan mukaisesti.

Sitten käytäntöön. Tärkeimmät linjat tehtynä, ja huomatkaa kaikki linjat katsotaan sivultapäin.

Ja tosiaan homma tehdään katkaisulaikalla, siten että noiden notsilinjojen kohdalta leikataan palat pois, painaen siis läpi asti leikaten vain kaksi palaa irti putken päästä. Hyvin istuu, kuten näkyy.

Toinen esimerkki, vinolla putkella. Huomatkaa naamalinja.

Pari palaa pois, ja taas istuu kuin cowboy hevosen selkään.

Kokeilin hitsata edeltävän putken. Ennen hitsausta poistin vain jäysteet lamellilaikalla. Hitsit tein pystyasentoon ylhäältä alas lörötellen, pikaisesti säädetyillä virroilla.
Saako tällä periaatteella tehtyä sovitteet TIG-hitsauksiin? No, tänään otin siitäkin selvää.. Laitoin samalla lailla putken pystyyn ja notsattu putki vaakatasoon. Putken seinämä tosin vähän ohuempi, kuin aiemmin, joku 2,6mm. Ainoana hitsausteknisenä erona, että tultiin ylämäkeen.

En lähtenytkään tekemään tästä luokkahitsiä, vaan pää pointti oli kokeilla, riittääkö tarkkuus sovitteissa.

Käytin 2,4mm lisäainelankaa, eikä palanut puhki, vaikka lämpöä kappaleisiin tulikin.
Käy se näköjään näinkin siis


